- 台州市黄岩海川模塑有限公司
- 18969612882

产品描述
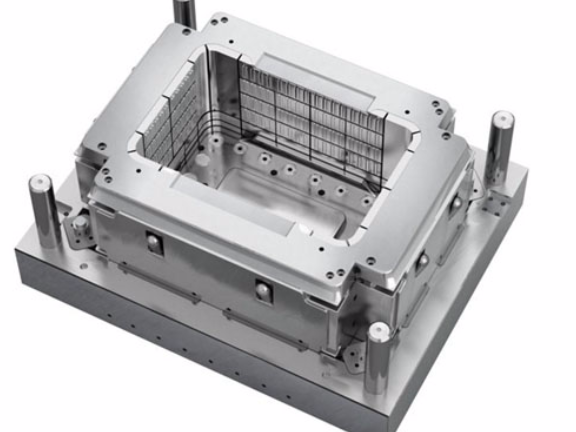
一站式塑料周转箱生产线我们还可为客户提供一站式周转箱注塑成型解决方案,包括产品设计、周转箱模具设计、全套生产线设备提供和及时周到的售后服务。周转箱模具,是塑料加工工业中和塑料成型机配套,赋予塑料制品以完整构型和精确尺寸的工具。由于塑料品种和加工方法繁多,塑料成型机和塑料制品的结构又繁简不一,所以,周转箱模具的种类和结构也是多种多样的。一种用于压塑、挤塑、注塑,慈溪周转箱带盖模具生产厂、吹塑和低发泡成型的组合式周转箱模具,它主要包括由凹模组合基板,慈溪周转箱带盖模具生产厂、凹模组件和凹模组合卡板组成的具有可变型腔的凹模,由凸模组合基板、凸模组件,慈溪周转箱带盖模具生产厂、凸模组合卡板、型腔截断组件和侧截组合板组成的具有可变型芯的凸模。周转箱模具孔间距可视塑件大小而定,对于小型塑件,孔间距可在20~30mm之是选取,大型塑件应适当增加距离。慈溪周转箱带盖模具生产厂
周转箱模具设计的精度比较重要,即避卡、精定位、导柱、定位销等。周转箱模具试模中常见问题:表面光泽差解决问题的方法与顺序:物料干燥处理→检查材料是否污染→提高物料温度→增大注射压力→升高模具温度→抛光模具表面→增大浇道与浇口的尺寸。试模中常见问题:凹痕解决问题的方法与顺序:调节供料量→增大注射压力→增加注射时间→降低物料速度→降低模具温度→增加排气孔→增大浇道与浇口尺寸→缩短浇道长度→改变浇口位置→降低注射压力→增大螺杆背压。试模中常见问题:气泡解决问题的方法与顺序:物料干燥处理→降低物料温度→增大注射压力→增加注射时间→升高模具温度→降低注射速度→增大螺杆背压。排气口它是在周转箱模具中开设的一种槽形出气口,用以排出原有的及熔料带入的气体。慈溪周转箱带盖模具生产厂周转箱模具挤出速率进一步增大时,挤出物表面出现畸变,甚至支离和断裂成熔体碎片或圆柱。
周转箱模具压注成型与压缩成型不同的是有单独的加料室,成型前周转箱模具先闭合,塑料在加料室内完成预热呈粘流态,在压力作用下调整挤入周转箱模具型腔,硬化成型。压缩周转箱模具也用来成型某些特殊的热塑性塑料如难以熔融的热塑性塑料(如聚加氟乙烯)毛坯(冷压成型),光学性能很高的树脂镜片,轻微发泡的硝酸纤维素汽车方向盘等。周转箱模具很大程度上决定着产品的质量,效率和新产品开发能力。做周转箱模具的目的,是为了高效的产出,做好周转箱模具加工,才能有效的保证产品的质量。
周转箱模具的底部与箱口的定位点配合,堆叠稳固,不易翻倒。周转箱模具的箱体四边预留条形码位,方便长久性条码的粘贴并有效防止掉落。周转箱模具的四角设计特别牢固的加强筋,提高箱体承载能力及堆码时的稳定性。选配平面型箱盖,并可选择与箱体配套的金属铰链、提手等配件。周转箱模具的产品尺寸误差在±3%,重量误差±3%,侧壁变形率≤1%,箱底平面变形量≤5mm,箱体内对角线变化率≤1%均属于企业标准允许的范围。适应环境温度:-25℃至+60℃(尽量避免阳光爆晒及靠近热源)。所有产品均可按照客户要求加工成抗静电或导电制品,起订量500只以上。周转箱模具是大规模生产周转箱的必要设备之一。周转箱模具配件必须有准确的导向功能。大部分企业家只关注眼前的利益。但是我们应该以长远的眼光来看待折叠周转箱模具的价值。
周转箱模具有美观质轻、耐腐蚀、强度高、不吸潮、卫生性妤、易清洗、易加工成型、有利于文明生产、容易管理、町节升费用、使用寿命长等优点。周转箱模具成型方式有注塑成型法生产的塑料托盘制品平整、光洁、挺括、密实,产品设计自由度较大,分为双面型整体式塑料托盘和双面型组装式塑料托盘。双面型整体式托盘一般产品自重在15千克/块以上,形状比较复杂,要求锁模力在2500吨以上的注塑机生产。该类托盘造型复杂,投资大,成本也比较高,但因生产工序少,生产效率相对较高,产品质量较好。目**般塑料加工厂采用此法并不多。周转箱模具的**出方式比较好的好设计为机械系统自动**出,这样当周转箱模具开模时就能完成**出动作。海盐周转框模具价格
周转箱模具结构的设计和参数选择须考虑刚性、导向性、卸料机构、定位方法、间隙大小等因素。慈溪周转箱带盖模具生产厂
周转箱模具工程塑料的收缩率一般取多少?热塑性塑料的特性是在加热后膨胀,冷却后收缩,当然加压以后体积也将缩小。 在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩。塑件从模具取出到稳定这一段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,此收缩称为后收缩。另一种变化是某些吸湿性塑料因吸湿而出现膨胀。例如尼龙610含水量为3%时,尺寸增加量为2%;玻璃纤维增强尼龙66的含水量为40%时尺寸增加量为0.3%。但其中起主要作用的是成形收缩。 目前确定各种塑料收缩率(成形收缩+后收缩)的方法,一般都推荐德国国家标准中DIN16901的规定。即以23℃±0.1℃时模具型腔尺寸与成形后放置24小时,在温度为23℃,相对湿度为50±5%条件下测量出的相应塑件尺寸之差算出。慈溪周转箱带盖模具生产厂
台州市黄岩海川模塑有限公司依托可靠的品质,旗下品牌海川以高质量的服务获得广大受众的青睐。是具有一定实力的机械及行业设备企业之一,主要提供塑料模具,注塑模具,油漆桶模具,汽车模具等领域内的产品或服务。随着我们的业务不断扩展,从塑料模具,注塑模具,油漆桶模具,汽车模具等到众多其他领域,已经逐步成长为一个*特,且具有活力与创新的企业。台州市黄岩海川模塑有限公司业务范围涉及模具,塑料制品制造、销售,技术进出口与货物进出口。塑料模具设计设计,模具加工,模具制造,模具组装,模具维修。产品开发,产品设计,产品开发,外观设计,结构优化设计,模具设计,开模方案优化。塑料制品代加工,组装,包装等多个环节,在国内机械及行业设备行业拥有综合优势。在塑料模具,注塑模具,油漆桶模具,汽车模具等领域完成了众多可靠项目。
友情链接